高速度高精度高表面質量的五軸聯動機床作為發達國家已經比較普及的設備,這幾年正快速在中國市場發展,那么如何選擇一臺適合自己的五軸加工中心就成為一個比較棘手的問題。作為五軸機床的關鍵部件,五軸頭的選擇也十分關鍵,下面就五軸加工中心五軸頭的如何選擇做一些簡單介紹。
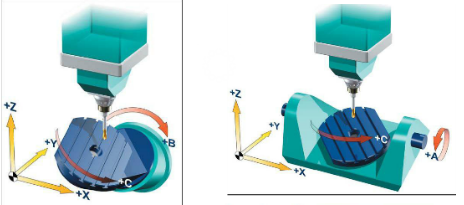
總體而言,五軸機床按照旋轉軸(AC軸或BC軸)的形式,一般分為三種結構:搖籃式、單擺頭+單轉臺、雙擺頭式。
首先應根據機床所要加工的工件來選擇,一般分為鋁加工、鈦合金等難加工材料、高檔塑料模具的精加工以及復合材料的加工。對于鋁材料加工來說,主軸轉矩一般能夠達到30N·m以上,功率20~35kW,主軸采用HSK A63形式,最高轉速18000r/min。對于鈦合金等難加工材料,如主軸為電主軸,則建議主軸轉矩至少應在300~500N·m才能滿足一般的中等余量切削,主軸為A100,此時最高轉速為8000r/min。如果切削余量較大則建議選擇機械式主軸,轉矩可達到1000N·m,可滿足一些重切削的要求,但轉速一般不會超過3000r/min。
高檔模具尤其是高檔塑料模具的加工,一般以精加工為主,盡管模具鋼材料硬度較高,但前工序已經大量去除余量,在五軸機床上僅是找平式的粗加工,加工余量在0.2mm內,但對精度及表面粗糙度的要求近乎苛刻,因此主軸轉矩一般在60N·m以上,功率為25kW,主軸為A63,最高轉速18000r/min。
復合材料應視具體材料而定,但一般主軸轉矩應在20N·m以上,功率為15kW,要注意五軸頭應具有吸塵及密封的功能。
從AC 旋轉軸的驅動來看,一般應以力矩電動機傳動為主,速度、加速度及精度保持性均較高,選擇時應該注意是否需要剎車。當然主軸轉矩達500N·m~1 000N·m后,AC軸也有采用機械式的,此時剛性較好,但由于耐磨性及速度響應性不好,一般在轉速要求較低的難加工材料加工場合選用。
五軸頭從形式上說有兩種流行形式, 一種是雙臂式,另一種是單臂式。雙臂式由于A軸雙邊驅動,驅動力增大,但需要考慮大驅動力是否有實際應用意義。比如單臂的力矩是否也滿足了應用要求,應考慮加工尺寸干涉,尤其是對一些內腔加工,往往雙臂式會產生干涉,導致刀具加長。
在一些特殊工件加工時,由于單臂式的主軸中心到主軸外的尺寸很小,可以滿足于狹窄尺寸,而且當C 軸旋轉180°后,可實現對邊狹窄位置加工,因此實際加工范圍大于雙臂式,這點需要用戶重點考慮。但在有重切削尤其是難加工材料加工時,還是建議選擇雙臂式。如果雙臂式不是雙電動機驅動,應盡量避免選擇,無驅動邊不僅不一定能夠起到支撐作用,還可能產生非線性阻力,影響精度和表面粗糙度。在選擇雙邊驅動的雙臂式五軸頭時,還要注意雙電動機的同步控制。
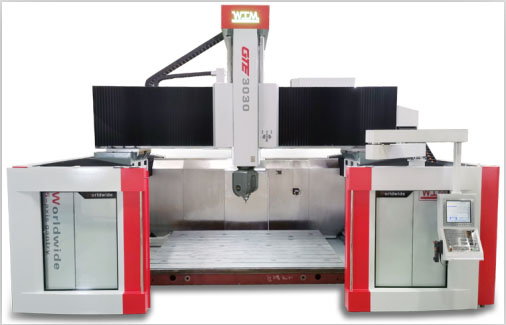
環球機械五軸龍門加工中心機床GTE高轉速系列
根據以前的經歷,很多用戶在選擇五軸機床時想功能全面,這時一定要慎重,如果選擇不好,不僅效率低,還會造成五軸頭的損壞,影響使用。這時需要銷售人員盡量客觀地幫助用戶從實際加工工藝出發,理性選擇。
根據經驗,在選擇滿足模具加工的五軸頭基礎上,也可以加工鋁件,同時可以加工中粗精度的一般鋼件,該方法目前通用性較高。有些航空航天的用戶在選擇五軸時,期望既能加工鈦合金類產品,又能加工鋁,但很可能會出現鈦合金加工時剛性不足、轉矩不夠,而鋁加工時轉速不夠,效率、精度都不能滿足的情況。
綜上所述,目前市售流行的大型高速銑及雙擺頭式五軸聯動龍門機床基本采用動梁動式龍門結構。環球機械是國內專業生產五軸動梁式龍門機床的廠家,在雙擺頭式五軸龍門機床的加工和使用上有著比較豐富的經驗。尤其是在大型工件,特別是高端塑料模具、航空航天零件等高端制造上有著較豐富的成功經驗。
本文通過介紹五軸龍門加工中心主軸頭的選型方法,為客戶緊跟發展趨勢、選擇合適的機床提供了一些參考建議,如果您有五軸龍門加工中心的設備選型疑問,也可以聯系我們咨詢。
本文來源于網絡資料整理